

Les finitions PVD noires sont plus difficiles à contrôler en termes de qualité que l'or ou l'or rose, car les tons foncés ne masquent pas visuellement les défauts mineurs du revêtement comme le font les finitions réfléchissantes.
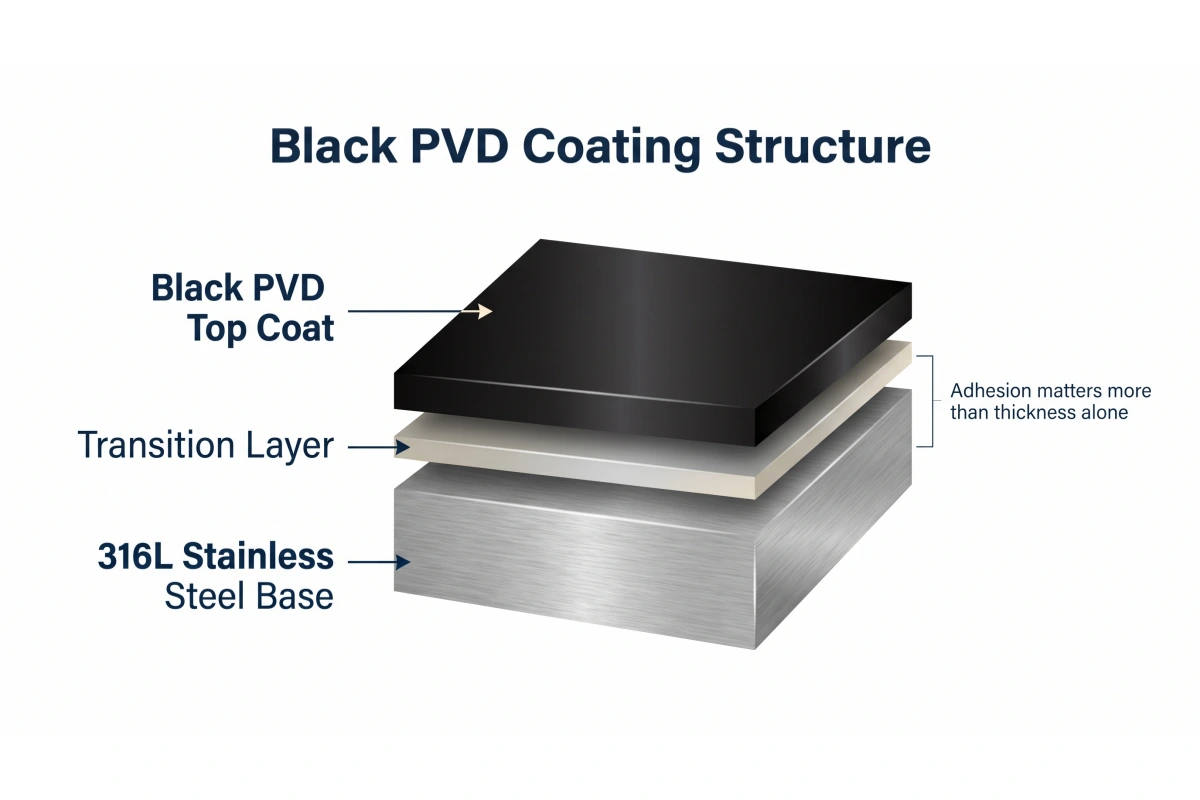
La durabilité dépend moins de l'épaisseur brute du revêtement que de la qualité d'adhérence, de la couche de transition entre le métal de base et le revêtement, et de la densité de la structure du revêtement — c'est pourquoi l'épaisseur seule n'est pas un critère de sélection fiable.
En pratique : avant de passer une commande en gros, demandez à votre fabricant des résultats spécifiques en matière d’adhérence (ISO 2409 / ASTM D3359), de brouillard salin (ASTM B117) et d’usure, et pas seulement une valeur d’épaisseur.

Si vous avez déjà lu notre article sur les bijoux PVD et leur comparaison avec le plaquage or et le remplissage or, ce guide approfondit le sujet. Il se concentre sur le PVD noir, une finition devenue emblématique des bijoux hip-hop, des pièces serties de diamants et des collections unisexes minimalistes, mais aussi celle qui révèle le plus rapidement les défauts de qualité.
Il ne s'agit pas d'une publicité, mais d'une analyse des facteurs déterminant la résistance d'un bijou en PVD noir après six mois d'utilisation quotidienne, et des points qu'une marque de bijoux en pleine croissance devrait vérifier auprès d'un fabricant avant de passer une commande importante.
Pourquoi le PVD noir est plus difficile à contrôler en termes de qualité que l'or ou l'or rose
Les finitions PVD or et or rose présentent un avantage intrinsèque : leur teinte chaude et réfléchissante tend à masquer visuellement les petites irrégularités de surface, les rayures superficielles et les légères variations d’épaisseur du revêtement. Le noir, en revanche, produit cet effet. Une surface mate ou d’un noir profond révèle beaucoup plus clairement chaque empreinte digitale, micro-rayure et irrégularité de brillance.
Cela tient en partie aux matériaux utilisés. Les revêtements PVD dorés sont généralement à base de nitrure de titane (TiN). Les finitions PVD noires et foncées sont généralement obtenues avec différents systèmes de composés : carbonitrure de titane (TiCN), nitrure de titane et d'aluminium (TiAlN), carbure de zirconium (ZrC) ou, pour des applications haut de gamme, carbone amorphe (DLC). Ces composés noirs sont généralement plus durs que le TiN sur les échelles de dureté standard, ce qui explique en partie la réputation de durabilité et de qualité supérieure des revêtements PVD noirs.
| Système de revêtement | Couleur typique | Dureté relative |
|---|---|---|
| TiN (nitrure de titane) | Or brillant | Ligne de base |
| TiCN (carbonitrure de titane) | Gris-noir à anthracite foncé | Supérieur à TiN |
| TiAlN (nitrure de titane et d'aluminium) | Noir mat / gris anthracite | Supérieur à TiCN |
| ZrC (carbure de zirconium) | Noir profond avec des reflets métalliques | Usage décoratif de haute qualité |
| DLC (carbone de type diamant) | Noir ultra-profond | Applications très haut de gamme |

Pour un responsable des achats, l'enseignement à tirer n'est pas que le PVD noir est automatiquement « meilleur », mais plutôt qu'il tolère moins les erreurs. Un défaut de revêtement à peine visible sur une surface dorée devient flagrant sur une surface noire. C'est précisément pourquoi la couleur et la finition doivent figurer parmi les premiers critères définis par une marque dans son référentiel qualité, et non être laissées à la discrétion de l'usine.
Pourquoi l'épaisseur du revêtement à elle seule ne détermine pas la durabilité
Si vous effectuez des recherches en ligne sur le revêtement PVD, vous constaterez une grande variété d'épaisseurs, et certaines sources industrielles suggèrent des revêtements plus épais (de l'ordre de 0,3 à 0,5 micron) comme minimum pratique pour les bijoux du quotidien tels que les bagues et les bracelets. Ceci engendre une idée fausse répandue : un revêtement plus fin serait automatiquement moins résistant.
En pratique, la durabilité dépend moins de l'épaisseur brute que de trois autres facteurs : la qualité de l'adhérence du revêtement au métal de base, sa capacité à empêcher la corrosion de se propager par en dessous et la densité de la structure du revêtement au niveau microscopique.
Activation de surface avant revêtement. Le procédé de galvanoplastie traditionnel dépose le métal comme une couche de peinture ; avec le temps, cette couche peut se décoller et s'écailler sur les bords. Une approche plus avancée utilise un plasma à haute énergie pour activer la surface du substrat au niveau atomique avant le dépôt du revêtement, permettant ainsi à ce dernier d'adhérer beaucoup plus fortement au métal de base au lieu de simplement se déposer en surface. Ceci réduit directement le risque de décollement ou d'écaillage.
Une couche de transition assure la liaison entre le métal de base et le revêtement. L'acier inoxydable ou le laiton et une finition PVD n'adhèrent pas naturellement bien, et les ions métalliques sous-jacents peuvent migrer vers l'extérieur au fil du temps, provoquant une décoloration de l'intérieur vers l'extérieur. Une couche intermédiaire dense, généralement à base de nickel-chrome ou de titane, est interposée entre le métal de base et la couche de finition. Elle s'ancre au substrat d'un côté et fixe le revêtement de l'autre, tout en faisant office de barrière contre la transpiration et l'humidité, empêchant ainsi la migration des ions métalliques et la décoloration qui en résulterait.
La densité du revêtement dépend du procédé de dépôt lui-même. L'électrodéposition humide conventionnelle peut laisser une structure microscopiquement poreuse, même pour des épaisseurs importantes : de petits interstices où l'humidité peut s'infiltrer. Le dépôt PVD (en particulier la pulvérisation cathodique magnétron) projette des atomes métalliques sur le substrat à grande vitesse, produisant une structure de revêtement plus dense avec moins de vides microscopiques. C'est l'une des raisons pour lesquelles un revêtement PVD bien réalisé peut offrir une meilleure résistance à la corrosion qu'une couche électrodéposée plus épaisse, même avec une épaisseur bien moindre.
Le détail le plus important pour un acheteur : demandez à votre fabricant comment il contrôle l’adhérence et la densité du revêtement, et pas seulement l’épaisseur annoncée. Une usine qui ne peut répondre qu’avec une valeur en microns, sans rien dire sur la préparation de surface ou la structure intercouche, ne vous aura pas éclairé sur les performances réelles du revêtement.
Comment tester la durabilité du revêtement PVD noir avant de passer une commande en gros
Les spécifications sur papier ne valent rien sans moyen de les vérifier. Voici les trois vérifications à effectuer avant – et non après – l’expédition d’une commande groupée.

Tests d'adhérence
L'adhérence est généralement évaluée par un test de frottement à l'aide d'un ruban adhésif. Deux normes sont utilisées à l'échelle internationale, et elles ne sont pas directement équivalentes ; il est donc important de savoir laquelle est effectivement utilisée par l'usine.
- ISO 2409 — le test de coupe croisée le plus couramment cité dans les contextes de revêtements PVD décoratifs à l'échelle internationale, noté sur une échelle de 0 (meilleur) à 5 (pire).
- ASTM D3359 — une norme d'adhérence du ruban adhésif plus familière aux acheteurs du marché américain, notée sur une échelle de 5B (meilleur) à 0B (pire).
À titre de référence, les finitions PVD noires de Jewins sont découpées transversalement jusqu'au métal de base et testées avec un ruban adhésif à haute adhérence (qualité 3M), visant la meilleure note 5B sur l'échelle ASTM D3359 — ce qui signifie qu'il n'y a pas de décollement ou de soulèvement au niveau des bords coupés lorsque le ruban est retiré.
Si un fournisseur communique un résultat d'adhérence, demandez-lui quelle norme et quelle échelle d'évaluation ont été utilisées. « Le test d'adhérence a été concluant » n'est pas une spécification ; « ISO 2409, niveau 0 » ou « ASTM D3359, niveau 5B » le sont.
Résistance à la corrosion et à l'oxydation
L'essai au brouillard salin, réalisé conformément à la norme ASTM B117 (ou à la norme internationale équivalente ISO 9227), est la méthode standard pour évaluer la résistance à la corrosion d'un revêtement en conditions accélérées. La norme ASTM B117 ne définit pas de durée de réussite/échec ; ce seuil est fixé par le fabricant ou par la norme de produit spécifique appliquée.
À titre de référence, Jewins soumet ses finitions PVD noires à un test de brouillard salin de 48 heures , évalué selon trois critères de réussite/échec :
- Aucune trace de rouille rouge — aucune trace de rouille rouge visible, ni de taches, sur le métal de base ou le revêtement dans la fenêtre de test, même sur un substrat en acier inoxydable 316L.
- Aucun décollement ni écaillage — le revêtement ne doit ni se soulever, ni cloquer, ni se détacher lors du test à l'aide de ruban adhésif après exposition aux embruns salés.
- Aucune décoloration significative — un léger ternissement très subtil est acceptable, mais le revêtement ne doit pas présenter de verdissement, de noircissement ou de transparence visible du métal de base sur une large zone.
Lorsque vous comparez les fournisseurs, demandez la durée précise et les critères de réussite/échec des tests — une simple mention comme « nous effectuons des tests au brouillard salin » sans ces deux détails ne constitue pas une spécification vérifiable.
Essais d'usure et de dureté
Le revêtement PVD noir étant largement utilisé sur les pièces fréquemment en contact avec la peau et les tissus (bagues, bracelets, chaînes), les tests d'abrasion et de dureté dans des conditions d'usure réalistes sont plus importants que pour les pièces moins fréquemment en contact avec la peau, comme les pendentifs.
Il est important de noter que les valeurs de dureté des finitions PVD peuvent varier selon la méthode de mesure. Les valeurs de dureté mentionnées précédemment dans ce guide (pour TiCN, TiAlN et composés similaires) proviennent généralement de tests de nanoindentation spécifiques effectués directement sur le matériau de revêtement. En revanche, un test de dureté Vickers standard sur une pièce finie mesure le revêtement et le métal de base comme un système, car un revêtement de seulement 0,03 à 0,05 micron d'épaisseur est bien plus fin que la profondeur de pénétration d'un pénétrateur de dureté standard. À titre de référence, les bijoux Jewins en PVD noir affichent une dureté supérieure à 300 HV lors d'un test Vickers standard, soit environ trois fois plus dur que les finitions électrolytiques classiques. Ils sont testés pour résister à plusieurs centaines de frottements alternatifs sous une pression de 500 g sans que la couleur de base ne soit révélée.
Un fabricant qui effectue ce type de test de manière systématique dans le cadre de son contrôle qualité, et non seulement à la demande d'un client, est un partenaire sensiblement différent de celui qui ne le fait pas.
Cohérence des couleurs — Le point de contrôle qualité que la plupart des marques négligent
Une finition PVD noire d'apparence identique sous un éclairage d'usine peut présenter des différences notables entre deux lots, ou sous un éclairage différent en magasin ou lors de séances photo. C'est le point de contrôle le plus facile à négliger lors de l'échantillonnage, car un seul échantillon approuvé ne permet pas, à lui seul, de détecter les variations d'un lot à l'autre.
Les domaines qu'il convient de définir dans une norme de qualité avant le lancement de la production en série :
| Point de contrôle QC | Ce qu'il contrôle |
|---|---|
| Tolérance de couleur (référence spectrophotométrique ou nuancier) | La conformité des lots 2, 3 et suivants à l'échantillon approuvé, dans les limites de tolérance convenues, est-elle vérifiée ? |
| Niveau de brillance (mat vs semi-brillant vs brillant) | La constance du brillant de la finition d'une série de production reste à déterminer. |
| Inspection de la finition de placage/PVD | Détecter les irrégularités de couverture ou les zones irrégulières avant l'emballage |
| Inspection avant expédition | Vérification finale par rapport à l'échantillon de référence approuvé avant l'expédition de la commande |

Il est important de s'interroger précisément sur le concept d'« échantillon de référence » : l'usine conserve-t-elle un échantillon physique de votre lot approuvé ? Chaque production ultérieure est-elle comparée à cet échantillon, ou seulement à une norme interne générale ? La différence est plus importante qu'il n'y paraît, surtout pour les marques qui effectuent plusieurs réassorts d'une même référence au cours d'une même année.
Cadre d'achat pour l'approvisionnement en bijoux PVD noirs par étape de marque
Les critères à privilégier lors de l'évaluation d'un fournisseur de revêtement PVD noir varient en fonction du stade de développement de votre marque :
Phase préliminaire / Test de marché. Privilégiez la rapidité d'échantillonnage et la volonté du fabricant de prendre en charge les tests en petites séries. À ce stade, il s'agit de vérifier si un design PVD noir spécifique trouve un écho auprès de votre public avant de vous engager dans une production en volume ; la constance de la couleur au niveau de la chaîne de production importe moins que la mise sur le marché rapide d'un échantillon représentatif.
Croissance de la marque / commandes répétées. Une fois qu'un produit PVD noir se vend bien et que vous passez une nouvelle commande, la constance de la couleur et du brillant d'un lot à l'autre devient primordiale, tout comme la rapidité avec laquelle le fournisseur peut traiter une nouvelle commande afin d'éviter toute rupture de stock sur un produit phare.
Développement des opérations de marque/multi-références. À ce stade, l'essentiel est de savoir si le système de contrôle qualité du fournisseur est auditable et documenté : peut-il vous fournir les rapports d'inspection et les données de test pour l'ensemble des références, et non se contenter d'affirmer verbalement que « la qualité est bonne » ? Il faut également s'assurer de la stabilité des prix et des délais de livraison pour des volumes plus importants.
Aucune de ces étapes ne vise à trouver le devis le moins cher. Il s'agit de faire correspondre les informations que vous demandez au fournisseur avec la réalité à laquelle vous êtes exposé à ce stade de la croissance de votre marque.
Questions à poser à un fabricant de bijoux en acier inoxydable PVD noir avant de passer commande
Une courte liste de contrôle pratique à suivre lors de l'évaluation des fournisseurs ou de l'approbation des échantillons :
- L'épaisseur du revêtement peut-elle être spécifiée et confirmée par écrit, plutôt que décrite uniquement en termes généraux ?
- L'usine fournit-elle les résultats des tests d'adhérence et précise-t-elle la norme (ISO 2409 ou ASTM D3359) et la valeur de classement utilisées ?
- L'usine effectue-t-elle des tests de brouillard salin ? Si oui, quelle est la durée et quels sont les critères de réussite/échec appliqués ?
- L'usine effectue-t-elle des tests d'usure/de dureté sur les pièces finies, et peut-elle partager les conditions de test (pression, nombre de cycles) qui ont permis d'obtenir ses résultats ?
- Existe-t-il une tolérance documentée en matière de couleur et de brillance, idéalement vérifiée par rapport à un échantillon de référence physique ou à une carte de couleurs, et non pas simplement « à l’œil nu » ?
- L'usine conserve-t-elle un échantillon de référence de votre lot approuvé, et chaque production ultérieure est-elle vérifiée par rapport à cet échantillon ?
- Quels sont les points de contrôle d'inspection entre les matières premières et la préparation à l'expédition ? Et peuvent-ils vous expliquer ce qui se passe à chaque étape ?
Un fabricant capable de répondre précisément à ces questions, plutôt que de se contenter de réponses générales, démontre que le contrôle qualité est intégré à son processus – et non quelque chose qu'il décrit après coup.
Vous êtes à la recherche d' un fournisseur ? Pour un point de départ concret, demandez à votre fournisseur potentiel deux documents écrits : un certificat d'adhérence (ISO 2409 ou ASTM D3359) et un rapport d'essai au brouillard salin pour la finition PVD noire que vous envisagez de vendre. Vous pouvez obtenir ces deux documents auprès de Jewins lors d'une demande d'échantillon.
Comment Jewins aide les marques à éviter ces risques
Chaque étape mentionnée ci-dessus correspond à un problème que rencontrent réellement les marques lorsqu'elles s'approvisionnent en bijoux PVD noirs, généralement après l'expédition de la première commande en gros.
| Ce à quoi les marques sont confrontées | Comment cela se manifeste | Comment Jewins aborde la question |
|---|---|---|
| L'échantillon est parfait, mais la commande en gros ne correspond pas. | Le lot 2 présente une teinte noire ou un niveau de brillance légèrement différents de l'échantillon approuvé, mais aucune tolérance n'a été définie au préalable. | Le programme de normes de qualité de la marque Jewins transforme l'échantillon approuvé en une norme écrite : la tolérance de couleur, le niveau de brillance et la finition du placage sont documentés avant le lancement de la production en série. |
| Impossible de vérifier les affirmations concernant la qualité avant l'expédition. | Une usine affirme « nous l'avons testé » sans préciser la méthode de test, la durée ni la note attribuée. | Jewins effectue des tests d'adhérence, de brouillard salin et d'usure/dureté dans le cadre d'un système de contrôle qualité traçable , avec des points de contrôle depuis les matières premières jusqu'à l'inspection avant expédition. |
| Notre produit phare est en rupture de stock. | Une pièce en PVD noir décolle, mais le réapprovisionnement est lent car personne ne l'avait prévu. | Le programme de protection des stocks de Jewins facilite la préparation des matières premières et accélère le réapprovisionnement des références déjà en vente. |
| La communication se rompt entre l'échantillonnage et la production en série. | Les questions concernant les spécifications du revêtement ou les résultats du contrôle qualité prennent des jours à obtenir une réponse, sans interlocuteur unique. | Le programme de soutien stratégique aux marques de Jewins assure une coordination dédiée et des mises à jour régulières sur l'avancement des projets, de l'échantillonnage à la production en passant par le contrôle qualité. |
Il ne s'agit pas d'affirmer que les problèmes de qualité disparaissent, mais de décrire la structure existante permettant de les détecter avant qu'ils n'atteignent vos clients, plutôt qu'après.
Besoin d'aide concernant l'approvisionnement en revêtement PVD noir et les normes de contrôle qualité ?
Si vous développez une collection de bijoux en acier inoxydable PVD noir et que vous souhaitez définir précisément l'épaisseur du revêtement, les normes d'adhérence et la tolérance de couleur avant la production en série, contactez Jewins pour établir un plan de normes de qualité et de contrôle qualité pour votre prochaine production.
Nous contacter →FAQ
Quelle doit être l'épaisseur d'un revêtement PVD noir sur des bijoux en acier inoxydable ?
L'épaisseur seule ne suffit pas à garantir la durabilité : la préparation de surface, l'adhérence entre les couches et la densité du revêtement sont tout aussi importantes, voire plus. Demandez à votre fabricant de vous expliquer l'ensemble du processus plutôt que de vous fier uniquement à une valeur d'épaisseur.
Quelle est la différence entre les tests d'adhérence ISO 2409 et ASTM D3359 ?
Ces deux tests sont des tests d'adhérence par coupe transversale/ruban adhésif, mais ils utilisent des angles de coupe, des méthodes d'application et des échelles de notation différents et ne sont pas directement équivalents. L'ASTM indique officiellement qu'ils sont similaires quant à leur contenu, mais non techniquement équivalents. Demandez à votre fournisseur lequel il utilise et précisez la valeur de notation.
Pourquoi les problèmes de qualité sont-ils plus facilement visibles sur les revêtements PVD noirs que sur les revêtements PVD dorés ?
Les teintes noires et foncées n'ont pas l'effet de réflexion de la lumière qui aide à masquer les petites irrégularités de surface comme le font les finitions or et or rose ; les rayures, le brillant irrégulier et les défauts de revêtement sont donc tout simplement plus visibles.
Le revêtement PVD est-il plus durable que la galvanoplastie ?
Les revêtements PVD sont généralement plus denses et plus résistants à la corrosion que les couches électroplaquées traditionnelles, même à une épaisseur réduite, en raison de la manière dont le revêtement est déposé et dont il adhère au substrat.
À propos des Juifs
Jewins accompagne les marques de joaillerie en pleine croissance grâce à un programme structuré dédié à leur développement. Au lieu de se limiter à une seule production, Jewins aide les marques à définir des normes de qualité, à contrôler les étapes clés de la production, à se préparer aux commandes ultérieures, à développer de nouveaux produits et à évaluer la performance de leur chaîne d'approvisionnement. Pour les marques de bijoux en acier inoxydable et en moissanite, cela permet de bâtir des collections plus solides, de réduire les risques liés à l'approvisionnement et de renforcer la confiance des clients.
Références techniques de ce guide : ISO 2409 (essai d’adhérence par quadrillage), ASTM D3359 (essai d’adhérence au ruban adhésif), ASTM B117 (essai de brouillard salin) et données de dureté des matériaux PVD publiées par des fournisseurs de revêtements industriels. Les valeurs spécifiques à Jewins (épaisseur du revêtement, indice d’adhérence, durée de résistance au brouillard salin, dureté de la pièce finie) reflètent les normes de processus internes de Jewins et sont indiquées comme telles. Cet article constitue un guide général d’approvisionnement. Dernière mise à jour : juin 2026.
Lectures complémentaires : Qu’est-ce que le PVD en joaillerie ? , Guide des bijoux en acier inoxydable 316L , Assistance à la certification Jewins . Pour toute question relative à l’approvisionnement, aux échantillons ou à la vente en gros, veuillez contacter Jewins .




